
Platta ovala rörär platta ovala i tvärsnitt (lång axel 80-200mm, kort axel 30-80mm), och problem som tvärsnittsskevhet och överdrivna burrs är benägna att uppstå när man skär rät vinklar. Professionella processer och verktyg krävs för att uppnå exakt bearbetning för att säkerställa kvaliteten på efterföljande svetsning eller montering.
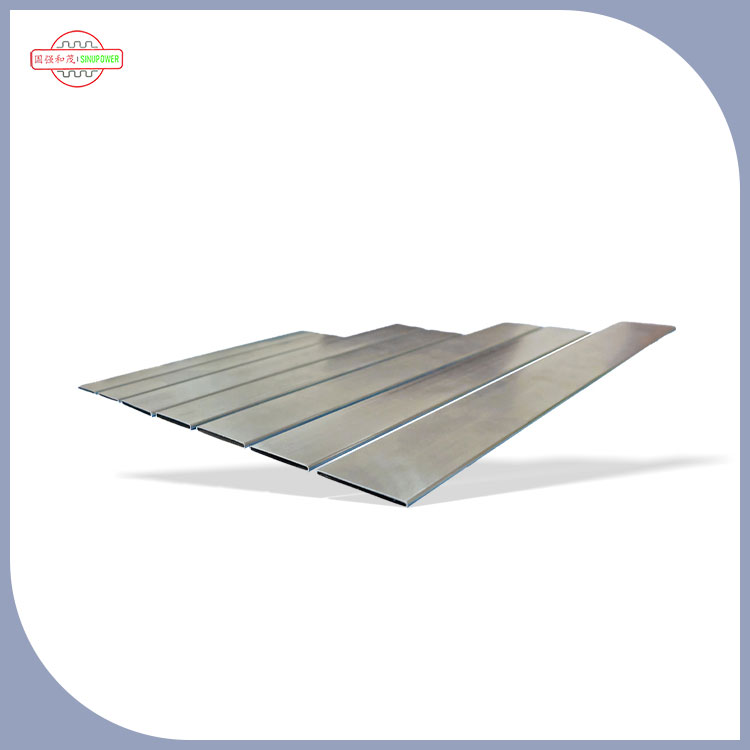
Svårigheten att klippa är koncentrerad på tvärsnittsegenskaperna. Den asymmetriska strukturen för platta ovala rör gör det svårt att säkerställa rätt vinkelnoggrannhet för den traditionella metoden i en storlek-pass. Om skärvinkelavvikelsen är större än 1 °, kommer rumpfogsgapet att överstiga 0,5 mm, vilket påverkar svetsstyrkan. Dessutom, när rörväggens tjocklek (vanligtvis 2-5 mm) är ojämn, är lokal överhettning och deformation benägna att uppstå. Speciellt vid bearbetning av rostfritt stålmaterial kommer hög temperatur att få oxidskalan att bildas, vilket ökar den efterföljande slipningskostnaden.
Verktygsval måste matcha materialet och specifikationerna. För platta ovala rör med låg kolhalt rekommenderas plasmaskärning (ström 80-120A), med en skärhastighet på 10-15 mm/s, och sektionens vertikalitet kan kontrolleras inom 0,3 mm/m; För material i rostfritt stål föredras laserskärning (effekt 500-1000W), vilket realiserar kontaktlös bearbetning genom högenergi-ljusstrålar som överförs med optisk fiber, med en värmepåverkad zon på <0,1 mm för att undvika intergranulär korrosion. Tunnväggiga rör (tjocklek <3mm) kan använda CNC-trådskärning med en noggrannhet på ± 0,01 mm, vilket är lämpligt för precisionskomponentbehandling.
Operationsprocessen fokuserar på positionering och parameterinställning. Innan skärningarna måste fixeras med fixturer för att säkerställa att skärlinjen är vinkelrätt mot axeln (avvikelse ≤0,5 °), och fixturens klämkraft styrs vid 5-10MPA för att förhindra deformation; Under plasmaskärning hålls munstycket 3-5 mm bort från rörväggen, och gastrycket (luft eller kväve) är inställd på 0,6-0,8MPa för att undvika bågdivergens; Laserskärning måste justera fokuspositionen beroende på väggtjockleken, och fokus för tjockväggiga rör justeras ner till 1/3 av rörväggen för att förbättra skärningspenetrationen.
Efterföljande bearbetning påverkar den slutliga kvaliteten. Efter skärning krävs en vinkelkvarn (med ett 120-korns sliphjul) för att ta bort burrs för att göra tvärsnittets grovhet RA≤12,5μm; Rostfritt stålrör måste passiveras (nedsänkt i salpetersyralösning i 10-15 minuter) för att förhindra rost på snittet. För scener med höga precisionskrav (såsom bilavgasrörsmontering) måste den rätta vinkelavvikelsen detekteras med ett trepo-koordinat mätinstrument för att säkerställa att det uppfyller toleransstandarden på ± 0,1 °.
Skär rät vinklar på flat ovala rörKräver hänsyn till både utrustningens prestanda och processinformation. Genom exakt positionering, parameteroptimering och efterföljande bearbetning kan ett smidigt tvärsnitt och exakt vinkelbehandlingseffekt uppnås, vilket ger en grundläggande garanti för tätning och strukturell styrka i rörledningsanslutningen.