
Sinupower utforskar hurRektangulära rörbeter sig under skärnings-, borr- och svetsprocesser i moderna tillverkningsmiljöer, där geometri och materialrespons direkt påverkar precision och strukturell tillförlitlighet i nedströmsapplikationer.
I tillverkningsverkstäder behandlas rektangulära ihåliga profiler ofta som enkla strukturella element, men verkligheten är mer nyanserad. Deras plana ytor, skarpa hörn och varierande väggtjocklek innebär unika utmaningar jämfört med cirkulära profiler. Varje steg – skärning, borrning och svetsning – kräver noggrann kontroll av stress, värme och deformation för att bibehålla dimensionsnoggrannhet och funktionell stabilitet.
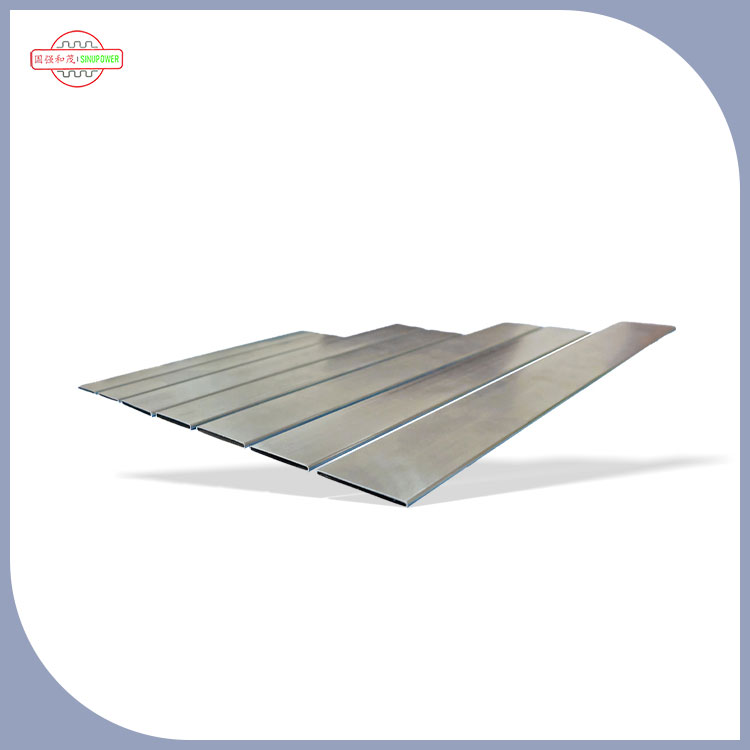
Rektangulära rör används ofta i system där utrymmeseffektivitet och lastfördelning spelar roll. Deras geometri skapar dock ojämna spänningskoncentrationspunkter, särskilt i hörn.
Till skillnad från runda rör, där krafterna fördelar sig jämnt längs krökningen, koncentrerar rektangulära profiler spänningen längs kanterna. Denna egenskap blir särskilt viktig under tillverkningsprocesser, där mekanisk kraft och termisk ingång kan förändra strukturell integritet om den inte kontrolleras ordentligt.
Den rektangulära formen introducerar tre viktiga tekniska effekter:
- Hörnspänningsförstärkning
- Ojämn värmefördelning under svetsning
- Riktningsberoende styvhet
Dessa effekter påverkar hur varje tillverkningssteg planeras och utförs.
Skärning är det första steget där rektangulära rör börjar visa geometriberoende beteende. Oavsett om du använder mekaniska sågar, abrasiva system eller termiska skärmetoder, reagerar materialet olika längs plana ytor jämfört med hörn.
Vid mekanisk skärning:
- Plana ytor tillåter stabil bladkontakt
- Hörn tenderar att generera vibrationsspikar
- Gradbildning är mer sannolikt vid kantutgångar
Styvheten hos rektangulära sektioner gör att skärkrafterna inte absorberas jämnt, vilket kräver kontrollerade matningshastigheter för att undvika distorsion.
När termiska metoder används, introducerar lokal uppvärmning expansionsskillnader över rörväggen. Eftersom rektangulär geometri har flera termiska banor, sprids värmen ojämnt, vilket ibland orsakar en liten skevhet om kylningen inte är balanserad.
Borrning introducerar en av de mest intressanta interaktionerna mellan verktygskraft och materialgeometri. De platta ansiktena avRektangulära rörtillåta stabilt verktygsinträde, men inre spänningsfördelning ändras när borren penetrerar.
Under borrning:
- Initial kontakt är stabil på grund av plan yta
- Mittpenetration skapar spånackumuleringszoner
– Utgångsfasen genererar ofta deformationsrisk
Utgångssidan är särskilt känslig eftersom materialstödet minskar, vilket leder till potentiell gradbildning eller lätt ovalisering av hål.
När borren går framåt omfördelas spänningen längs rörväggarna. Hörn kan antingen absorbera eller reflektera spänningar beroende på tjocklek och materialsammansättning. Detta gör borrkonsistensen beroende av både matningskontroll och kylningsstrategi.
Svetsning är där rektangulära rör visar sin mest komplexa fysiska respons. Kombinationen av värmetillförsel och geometrisk begränsning leder till lokal expansion, sammandragning och restspänningsbildning.
Till skillnad från cirkulära sektioner som tillåter jämnare värmespridning, koncentrerar rektangulära profiler värmeenergi längs svetssömmar och hörn. Detta skapar:
- Ojämna kylhastigheter
- Lokal distorsion nära leder
- Restspänningsansamling längs kanterna
När det svetsade området svalnar dras sammandragningskrafterna ojämnt över platta paneler. Detta kan leda till lätt böjning eller vinkelförvrängning om det inte balanseras genom kontrollerad sekvensering.
| Processstadiet | Huvudutmaning | Rektangulärt rörbeteende | Styr fokus |
| Skärande | Kantvibrationer | Stresskoncentration i hörnen | Foderstabilitet |
| Borrning | Utgångsdeformation | Ojämn stressfrigöring | Support & kyla |
| Svetsning | Termisk distorsion | Värmeansamling i hörn | Värmebalans |
| Efterbearbetning | Dimensionell korrigering | Återstående stressavslappning | Uppriktningskontroll |
Denna jämförelse belyser hur varje steg introducerar olika mekaniska och termiska svar som måste hanteras oberoende.
Rektangulära rörs beteende är inte bara geometriberoende utan också materialberoende. Aluminium, kopparlegeringar och stålbaserade strukturer reagerar olika på mekaniska och termiska insatser.
Aluminiumbaserade profiler:
- Hög värmeledningsförmåga
- Snabbare värmeavledning vid svetsning
- Mer benägna att lokalisera deformationer vid överhettning
Stålbaserade profiler:
- Högre strukturell styvhet
- Långsammare värmespridning
- Bättre motståndskraft mot borrningsinducerad deformation
Materialvalet påverkar hur aggressivt varje tillverkningssteg kan utföras utan att kompromissa med strukturell stabilitet.
Ytkvalitet efter skärning är en kritisk indikator för tillverkningskontroll. Rektangulär geometri introducerar unikt ytbeteende:
- Platta ytor bibehåller jämnare skärlinjer
– Hörn visar ofta mikroflisning
- Gradbildning tenderar att koncentreras vid utgångskanterna
För att bibehålla konsekvent eggkvalitet krävs balansering av verktygsskärpa, matningshastighet och vibrationskontroll.
I högprecisionstillämpningar används ofta sekundär finish för att stabilisera kantgeometrin före efterföljande tillverkningssteg.
En av de viktigaste utmaningarna vid tillverkning av rektangulära rör är att upprätthålla hålinriktning över plana ytor.
Faktorer som påverkar noggrannheten:
- Variation i rörets väggtjocklek
- Verktygsavböjning under belastning
- Värmeuppbyggnad under kontinuerlig borrning
Felinriktning är mer sannolikt när flera hål borras i sekvens utan att tillåta termisk återhämtning av materialet.
Svetsstrategi spelar en avgörande roll för att minimera distorsion. Eftersom rektangulär geometri begränsar naturliga expansionsvägar, måste värme distribueras i kontrollerade sekvenser.
Vanliga stabiliseringsmetoder:
- Växlande svetsriktningar
- Korta segmenterade svetspass
- Kontrollerade kylintervaller
Dessa metoder minskar ackumuleringen av kvarvarande spänningar längs långa kanter.
Under tillverkningen kan rektangulära rör uppleva tre huvudsakliga distorsionstyper:
- Vinkeldeformation i hörnen
- Böjning av platt yta på grund av termisk sammandragning
- Torsionsvridning från ojämn svetssekvens
Varje typ är kopplad till ett annat tillverkningsstadium och kräver riktade korrigeringsmetoder.
En viktig insikt i modern bearbetning är att skärning, borrning och svetsning inte är oberoende steg. Varje steg påverkar nästa.
Till exempel:
- Skärinducerad mikrostress kan förstärka borravvikelsen
- Värmeuppbyggnad vid borrning kan påverka svetsstabiliteten
- Svetsförvrängning kan förändra den slutliga dimensionsnoggrannheten
Detta sammankopplade beteende gör processplanering väsentlig snarare än valfri.
Ur teknisk synvinkel beter sig rektangulära rör som begränsade energisystem under tillverkning. Mekanisk kraft, termisk ingång och strukturell geometri samverkar kontinuerligt.
Istället för att behandla varje process isolerat fokuserar moderna tillverkningsmetoder på:
- Spänningsmappning över rörstrukturen
- Förutsägelse av värmeflöde under svetsning
- Vibrationskontroll under skärning och borrning
Denna integrerade vy hjälper till att minska kumulativ deformation över steg.
Rektangulära profiler används vanligtvis i system som kräver kompakt konstruktionsstöd och riktningsbelastningsfördelning, såsom:
- Värmeväxlaraggregat
- Strukturella ramsystem
- Slutna vätskekanaler
- Modulära mekaniska stöd
I dessa miljöer påverkar tillverkningsprecision direkt systemets stabilitet och långsiktiga prestanda.
Rektangulära rörs beteende under skärning, borrning och svetsning styrs av samspelet mellan geometri, materialegenskaper och processenergi. Varje steg introducerar distinkta mekaniska och termiska utmaningar som måste hanteras för att upprätthålla strukturell integritet och dimensionell konsistens.
Inom denna ram,Sinupower Heat Transfer Tubes Changshu Ltd.fortsätter att undersöka tillverkningsdynamiken hosRektangulära rörsom en del av bredare forskning om precisionsrörsbearbetning och utveckling av värmeöverföringskomponenter.